Подготовка, снятие наружных компонентов
Блок цилиндров и сопутствующие компоненты. Двигатели SOHC
Блок цилиндров и сопутствующие компоненты. Двигатели DOHC
|
|
1. Снимите компоненты привода ГРМ (см. Раздел Разборка привода ГРМ, — снятие, проверка состояния и установка компонентов).
2. На двигателях SOHC снимите впускной трубопровод и головки цилиндров.
3. На двигателях DOHC снимите крышки головки цилиндров, распределительные
валы и сопутствующие компоненты, затем снимите головки цилиндров.
4. Снимите нижнюю крышку картера сцепления |
|
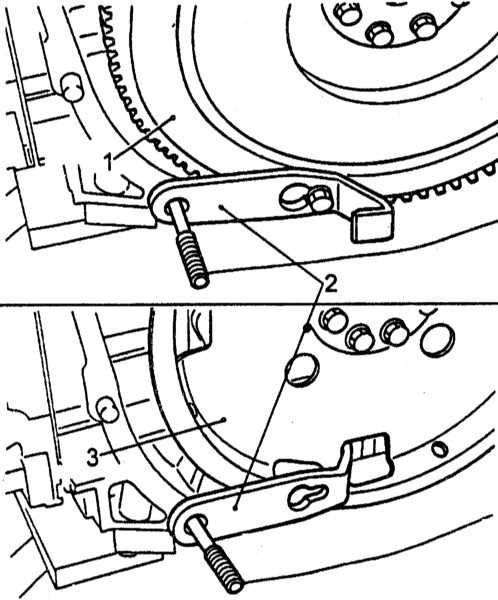
Блокировка коленчатого вала при отпускании болтов крепления маховика/приводного
диска при помощи специальной скобы
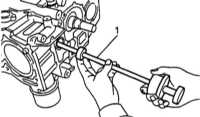
Отделение сборки масляного насоса от блока цилиндров при помощи отвертки
с плоским жалом
 |
|
|
|
|
|
1. Снимите маховик/приводной диск, — блокировка
коленчатого вала производится при помощи специальной скобы.
2. Снимите крышку маслоотделителя.
3. Снимите перепускной патрубок охладительного тракта.
4. Снимите сборку водяного насоса.
5. Снимите с блока цилиндров сборку масляного насоса, — для отделения
насоса воспользуйтесь отверткой с плоским жалом, — постарайтесь не
повредить сопрягаемые поверхности.
6. Переверните блок вверх дном и выверните болты крепления поддона
картера. |
7. Отделение поддона, во избежание повреждения
сопрягаемых поверхностей, производится путем поддевания его специальной
лопаткой. |
 |
8. Снимите опорный кронштейн маслозаборника.
9. Снимите маслозаборник.
10. Снимите маслоотражательную перегородку.
11. Снимите масляный фильтр.
12. На двигателях DOHC отсоедините от блока U-образную трубку, затем
выверните болты крепления патрубка охладительного тракта, снимите
соединительную трубку, маслоохладитель и трубку подачи охлаждающей
жидкости от маслоохладителя. |
|
Разборка
Поршневые пальцы и стяжные болты полублоков
Выворачивание пробок технологических отверстий производится при помощи
шестигранного пруткового ключа на 14 мм
|
|
|
1. При помощи шестигранного пруткового ключа
на 14 мм выверните пробки технологических отверстий. |
2. Провернув коленчатый вал, переведите поршни
первого и второго цилиндров в положения НМТ, затем через технологические
отверстия в боковых стенках блока извлеките пружинные стопорные кольца
и при помощи специального приспособления снимите поршневые пальцы. |

 |
3. Действуя в аналогичной манере, извлеките
пальцы поршней №№ 3 и 4.
 |
При сборке все
компоненты должны быть установлены строго в порядке их начальной
установки!
|
4. Выверните болты, стягивающие полублоки со стороны 2-го и 4-го,
затем на два-три оборота ослабьте болты, стягивающие полублоки со
стороны 1-го и 3-го цилиндров. |
|
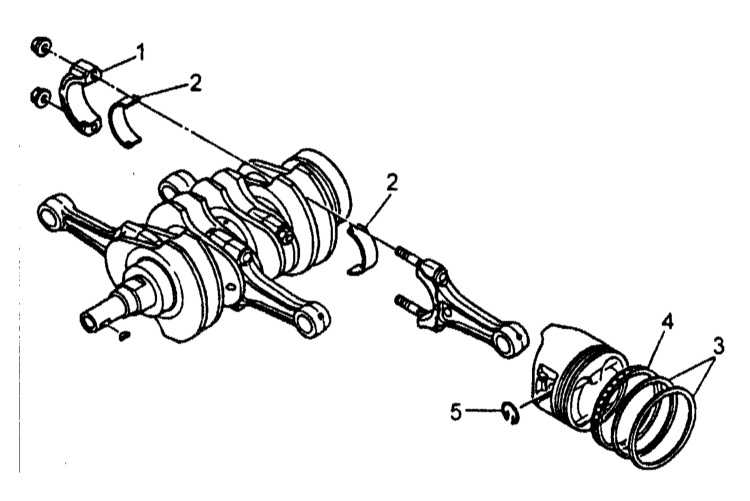
Извлечение внутренних компонентов блока
Схема установки внутренних компонентов блока цилиндров
Компоненты шатунно-поршневых групп
|
|
1. Переверните блок цилиндрами №№ 1 и 3 вверх, затем
выверните ослабленные ранее стяжные болты.
2. Отделите правый полублок от левого, — проследите, чтобы шатуны
не повредили своими верхними головками зеркала цилиндров.
3. Снимите задний сальник коленчатого вала.
4. Извлеките коленчатый вал в сборе с шатунами.
5. Извлеките из постелей в блоке вкладыши коренных подшипников,
— выпрессовывайте вкладыши со стороны, противоположной стопорному
замку.
|
При сборке
вкладыши должны быть установлены строго на свои прежние места!
|
6. Деревянной рукояткой молотка вытолкните поршни из цилиндров, — при
сборке поршни должны быть установлены строго на свои прежние места.
7. Снимите крышки нижних головок шатунов, извлеките вкладыши шатунных
подшипников.
|
При сборке все
компоненты должны быть установлены строго на свои прежние
места!
|
8. Из отверстий под установку поршневых пальцев извлеките оставшиеся
стопорные кольца. |
|
Проверка состояния компонентов
Блок цилиндров
|
|
1. Внимательно осмотрите полублоки на наличие трещин и механических
повреждений. В случае необходимости отдайте блок в мастерскую автосервиса
для проведения дефектоскопии при помощи специального оборудования.
2. Проверьте проходимость маслотоков.
3. Оцените степень неплоскостности сопрягаемых поверхностей полублоков.
Сравните результаты измерений с требованиями Спецификаций в случае необходимости отдайте блок в проточку. |
|
Цилиндры и поршни
Размерная маркировка наносится на переднюю стенку блока
 |
|
|
|
|
|
1. Размерная маркировка выбивается на передней
стороне блока. Поршни стандартных размеров делятся на три размерных
группы (А, В и С) и должны устанавливаться в цилиндры, помеченные
соответствующим образом.
2. При замене изношенных поршней сменные элементы подбираются исходя
из величины посадочного зазора в цилиндре. Измерьте внутренний диаметр
каждого из цилиндров в четырех сечениях перпендикулярно оси поршневого
пальца (в 10, 45, 80 и 115 ммот оси поршневого
пальца).
 |
Измерения
следует производить при температуре 20°С.
|
3. Приготовив комплект поршней ремонтного размера, измерьте диаметры
их юбок в плоскости перпендикулярной оси поршневого пальца на расстоянии h = 52.0 мм от днища.
|
Измерение
производите при температуре 20°С.
|
4. Сравнив результаты измерений с требованиями Спецификаций определите величины посадочных зазоров поршней, оцените конусность
и овальность цилиндров, в случае необходимости отдайте блок в проточку.
|
Все цилиндры
должны протачиваться до одинакового ремонтного размера! Если
растачивание без превышения предельно допустимого размера
не представляется возможным, блок подлежит замене!
|
5. Перед сборкой двигателя в обязательном порядке проводится хонингование
зеркал цилиндров с целью достижения правильной посадки на них поршневых
колец, обеспечивающей должную герметичность камер сгорания.
|
При отсутствии
под рукой необходимых инструментов или нежелании самостоятельно
выполнять хонингование, работа за вполне умеренную плату может
быть поручена специалистам мастерской автосервиса.
|
6. Выпускаются два типа хонов для обработки зеркал цилиндров: хон
типа “бутылочный ершик” и, более традиционный, поверхностный хон в
виде насадки с подпружиненными точильными камнями. Оба инструмента
обеспечивают необходимое качество обработки зеркал цилиндров, хотя
использование первого для неопытного механика предпочтительнее. Потребуется
также достаточное количество ветоши, специального хонинговочного или
просто жидкого машинного масла, а также электродрель в качестве привода
для хонинговочных насадок. Действуйте в следующем порядке:
a) Зажмите хон в патрон электродрели, сведите
подпружиненные точильные камни/прутья ершика насадки и заправьте последнюю
в цилиндр.
|
Не забудьте
надеть защитные очки или лицевой щиток!
|
|
b) Обильно смочите
зеркало обрабатываемого цилиндра маслом, включите дрель и начинайте
совершать насадкой возвратно-поступательные движения внутри цилиндра.
Скорость вертикального перемещения хона должна обеспечивать нанесение
на поверхности зеркала цилиндра сетчатого узора с углом пересечения
сторон ячеи около 60°. Не жалейте масла и старайтесь не снимать с
поверхности стенок цилиндра больше материала, чем это действительно
необходимо для достижения требуемого результата. |

 |
|
Изготовители
поршневых колец могут предъявлять собственные требования к
углу пересечения сторон ячеи сетчатого узора, — внимательно
ознакомьтесь с инструкцией на упаковке ремнабора.
|
c) Не извлекайте хон из цилиндра до полной
остановки дрели! Продолжайте совершать возвратно-поступательные движения
насадкой до тех пор, пока она не прекратит вращаться. После остановки
дрели сожмите точильные камни и извлеките хон из цилиндра. При пользовании
хоном типа “бутылочный ершик” дождитесь полной остановки дрели, затем
извлекайте насадку, продолжая вручную вращать патрон в нормальном
направлении.
d) Протрите ветошью зеркало
цилиндра и переходите к хонингованию следующего.
7. По завершении обработки, воспользуйтесь надфилем для снятия фасок
с верхних краев цилиндров, — данная обработка производится с той целью,
чтобы не возникло затруднений с заправкой в цилиндры поршней с надетыми
на них кольцами. Соблюдайте крайнюю осторожность, — не оцарапайте
надфилем зеркало цилиндра.
8. В заключение весь блок должен быть тщательно промыт теплым раствором
мыльной воды.
|
Цилиндры можно
считать промытыми, когда после проведения по зеркалу смоченной
маслом белой ветошью на ней не остается серого налета. Не
забудьте прочистить цилиндрической щеткой все масляные отверстия
и каналы, затем промойте блок струей воды под напором.
|
9. После промывки тщательно просушите блок и смажьте проточенные поверхности
маслом для защиты их от коррозии. До начала сборки двигателя заверните
блок в чистый полиэтиленовый пакет.
10. Предварительно поршни и шатуны должны быть тщательно очищены.
Кольца с поршней необходимо снять.
|
Поршневые
кольца подлежат замене в обязательном порядке.
|
11. При помощи специального приспособления снимите кольца с поршней,
— постарайтесь случайно не повредить стенки последних.
12. Соскоблите с днищ поршней следы угольных отложений. После удаления
основного слоя отложений зачистите поверхность вручную проволочной
щеткой или куском мелкозернистой наждачной бумаги.
|
Ни в коем случае
не используйте для зачистки изготовленных из мягкого материала
и легко подверженных эрозии поршней проволочные насадки к
электродрели!
|
|
13. При помощи специального приспособления прочистите
канавки под установку колец на поршнях.. Альтернативно можно воспользоваться
для этой цели обломком старого поршневого кольца, однако соблюдайте
осторожность, — не оцарапайте дно и стенки канавки и не порежьте пальцы. |

 |
14. Удалив основные отложения, промойте шатунные
сборки растворителем и тщательно просушите их, по возможности с применением
сжатого воздуха.
|
При пользовании
сжатым воздухом не забывайте надевать защитные очки! Проверьте
проходимость масловозвратных отверстий в задних стенках канавок
под установку поршневых колец, а также масляных отверстий
в нижних головках шатунов.
|
15. Если стенки поршней и зеркала цилиндров не повреждены и чрезмерно
не изношены, а блок двигателя не протачивался и не заменялся, необходимость
в замене поршней также отпадает. Нормальный износ поршней проявляется
в виде вертикальных следов выработки по упорной поверхности и небольшой
слабины посадки верхнего компрессионного кольца в своей канавке. Не
забывайте, что замена поршневых колец производится в обязательном
порядке, вне зависимости от их состояния.
16. Внимательно осмотрите каждый из поршней на наличие трещин в юбке,
вокруг выступов под установку поршневых пальцев и в районе расположения
колец.
17. Проверьте упорные поверхности юбки поршня на наличие царапин,
днище — на наличие сквозных отверстий и прогаров по краю. Присутствие
царапин на юбке можно расценивать как признак длительных перегревов
двигателя, либо слишком раннего зажигания воздушно-топливной смеси,
— проверьте исправность функционирования системы охлаждения. Прогары
по краям днища являются свидетельством детонации. В любом случае,
причина выявленного нарушения должна быть устранена во избежание рецидивов.
В качестве возможных причин образования перечисленных дефектов могут
выступать также утечки всасываемого воздуха, неправильная компоновка
воздушно-топливной смеси, нарушение установки угла опережения зажигания,
неправильное функционирование систем зажигания и EGR.
18. Точечная коррозия поршней в виде каверн говорит о попадании в
камеры сгорания и/или картер двигателя охлаждающей жидкости. Опять-таки,
позаботьтесь, чтобы причина внутренних утечек была устранена. |
|
Проверка зазора посадки поршневого кольца в канавке
Конструкция поршневых колец
 |
|
|
|
|
|
1. Оцените величину бокового зазора посадки
поршневых колец в своих канавках, для чего вложите новое кольцо снаружи
в свою канавку на поршне и щупом лезвийного типа измерьте остающийся
зазор. Повторите измерение в двух-трех точках по периметру канавки.
Помните, что верхнее компрессионное кольцо отличается от второго (нижнего),
— обращайте внимание на маркировку в виде литер R и N. Если величина
зазора превышает допустимое значение (см. Спецификации)
поршни подлежат замене. |
2. Выполните проверку зазоров в замках
поршневых колец: заправьте кольцо в цилиндр и выровняйте его перпендикулярно,
днищем поршня, утопив на глубину около 15 мм.
Измерение производится при помощи щупа лезвийного типа. Поочередно
определите зазоры в замках всех колец. Сравните результаты измерений
с требованиями Спецификаций в случае необходимости
расточите замки напильником, зажав кольцо в тиски, — тяните напильник
только изнутри кольца наружу! |
 |
3. Проверьте свободу посадки в поршнях пальцев
верхних головок шатунов. При температуре 20°С пальцы должны заправляться
в посадочные отверстия в поршнях усилием большого пальца, — если данное
условие не выполняется, произведите замену соответствующих пальцев. |
|
Шатуны
|
Если двигатель ремонтируется
с целью устранения стука пальцев, замените шатунные сборки.
|
Определение величин изгиба и скручивания шатуна на специальном стенде
Замена втулок верхних головок шатуна производится при помощи пресса
и специальной оправки
 |
|
|
|
|
|
1. Проверьте шатуны на наличие трещин и прочих
механических повреждений. В случае выявления подобного рода дефектов
произведите замену.
2. При помощи специального измерительного набора оцените величину
остаточного изгиба и скручивания шатуна.
3. Установите шатун с вкладышами на соответствующую шейку коленчатого
вала и при помощи щупа лезвийного типа определите величину осевого
люфта сборки. Сравните результаты измерений с требованиями Спецификаций в случае необходимости замените изношенный шатун.
4. Оцените состояние вкладышей шатунных подшипников. Удостоверьтесь
в отсутствии задиров, заусениц, выщерблин, признаков перегрева и
прочих дефектов, — чрезмерно изношенные вкладыши подлежат замене.
5. Измерьте величину рабочих зазоров каждого из шатунных подшипников
при помощи калиброванной проволоки из набора Plastigage, — следуйте
инструкциям изготовителей. Сравните результаты измерений с требованиями Спецификаций в случае необходимости замените
вкладыши стандартными или ремонтными соответствующего размера.
6. Оцените состояние втулок в верхних головках шатунов. Удостоверьтесь
в плотности посадки втулок в шатунах.
7. Изношенные или поврежденные втулки подлежат замене: выпрессовывание
втулок производится при помощи специальной выколотки и пресса. Перед
посадкой новая втулка смазывается чистым двигательным маслом. Просверлите
во втулке два отверстия диаметром 3 мм и разверните внутреннюю поверхность втулки. Закончив процедуру,
тщательно очистите втулку от стружки. |
|
Коленчатый вал и коренные подшипники
|
|
|
1. Тщательно протрите коленчатый вал и внимательно
осмотрите его на наличие трещин, в случае необходимости отдайте вал
в мастерскую автосервиса для проведения дефектоскопии с применением
специального оборудования. В случае выявления дефектов вал подлежит
замене. |
2. При помощи циферблатного измерителя плунжерного
типа определите прогиб вала по величине биения средней коренной шейки. |
 |
|
При отсутствии
под рукой специальных V-образных измерительные опор, посадите
в один из полублоков вкладыши 1-го и 5-го коренных подшипников,
и опустите в них вал. Сравните результат измерения с требованиями Спецификаций. В случае необходимости отдайте
вал в проточку, либо произведите его замену.
|
3. Проверьте коренные и шатунные шейки вала на наличие признаков износа
и повреждений. Путем измерения диаметров шеек в различных сечениях
и плоскостях определите величины конусности и овальности. Сравните
результаты измерений с требованиями Спецификаций. В случае необходимости отдайте вал в проточку, — после проточки
размеры шеек должны соответствовать одному из стандартных ремонтных
типов (см. Спецификации).
4. Внимательно осмотрите вкладыши коренных подшипников на наличие
следов перегрева, выщерблин, оцените степень износа рабочих поверхностей.
5. При помощи калиброванной проволоки из измерительного набора Plastigage
определите величины рабочих зазорах в коренных подшипниках. Сравните
результаты измерений с требованиями Спецификации.
В случае необходимости замените вкладыши ремонтными, либо отдайте
вал в проточку. |
|
Сборка
Коленчатый вал и шатунно-поршневые группы
Сборка коленчатого вала и шатунно-поршневой группы
|
|
|
1. Установите вкладыши подшипников в нижние
головки шатунов и их крышки. Смажьте поверхности вкладышей чистым
двигательным маслом.
2. Установите шатуны на соответствующие шейки коленчатого вала боковыми
метками к цапфе.
3. Установите крышки нижних головок и затяните крепеж с требуемым
усилием. Проследите, чтобы метки в виде стрелок на крышках указывали
вперед по валу.
|
Каждая крышка
должна устанавливаться строго на свой шатун. Перед затягиванием
крепежных гаек резьбовую часть шпилек следует смазать чистым
двигательным маслом.
|
|
4. Вручную посадите в нижнюю канавку поршня
рабочие секции и пружинный расширитель маслосъемного кольца, затем,
при помощи специального приспособления посадите в свои канавки второе
и первое (верхнее) компрессионные кольца. |
|
|
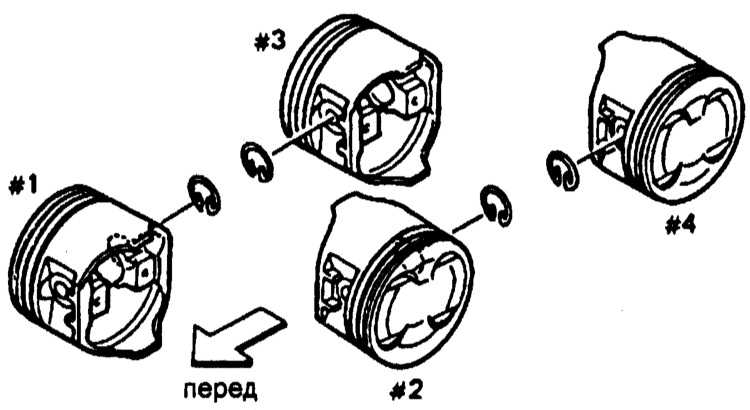
Перед установкой поршней их кольца следует развернуть замками, как
это показано на иллюстрации
Схема установки на поршни внутренних стопорных колец поршневых пальцев
|
|
1. Разверните кольца замками как показано на иллюстрации.
2. Посадите по одному пружинному стопорному кольцу в отверстия под
установку пальца в каждом из поршней. |
|
|
Кольца следует устанавливать
со стороны, противоположной расположению соответствующего технологического
в полублоке.
|
Блок цилиндров
Схема нанесения герметика на сопрягаемую поверхность полублоков
Установите полублоки на монтажный стенд и вложите в их постели вкладыши коренных
подшипников.
|
Перед установкой вкладышей
их спинки и постели в полублоках следует тщательно очистить от масла и
любых прочих загрязнений!
|
|
|
1. Смажьте коренные шейки вала чистым двигательным
маслом.
2. Уложите вал в постели полублока 1-го и 3-го цилиндров.
3. Смажьте сопрягаемую поверхность герметик типа Tree-bond 1215 и
установите на нее полублок 2-го и 4-го цилиндров.
|
Не допускайте
попадания герметика в канавки под посадку уплотнительных колец,
подшипники и маслотоки!
|
4. Вверните стяжные болты, устанавливаемые со стороны полублока
2-го и 4-го цилиндров и затяните их предварительно с усилием 20 Нм.
5. Разверните блок горизонтально, вверните противоположные стяжные
болты, затем затяните все болты с требуемым усилием. |
|
Детали сборки блока цилиндров
Поршни и поршневые пальцы
|
|
|
1. Переверните сборку блока первым и вторым
цилиндром вверх.
2. Проверите коленчатый вал таким образом, чтобы шатуны 1-го и 2-го
цилиндров оказались в положении НМТ.
3. Смажьте поверхности поршней и зеркала цилиндров чистым двигательным
маслом, обожмите поршневые кольца оправкой специального инструмента
и заправьте поршни в цилиндры, — во избежание выскакивания колец следите
за плотностью прижимания оправки к поверхности полублока.
4. Смажьте двигательным маслом специальную оправку и заправьте ее
в технологическое отверстие в боковой стенке соответствующего цилиндра.
Добейтесь совмещения отверстия с отверстием в верхней головке шатуна. |
5. Смажьте двигательным маслом соответствующий
поршневой палец и через технологическое отверстие проденьте его в
поршень и головку шатуна. |
 |
6. Через технологическое же отверстие зафиксируйте
палец вторым стопорным кольцом. Заглушите отверстие специальной пробкой.
|
Не забудьте
заменить прокладки заглушек и смазать их перед установкой
жидким герметиком типа Three-bond 1105.
|
7. Действуя в аналогичной манере, установите поршневой палец второго
цилиндра, затем переверните сборку и установите пальцы поршней второго
полублока. |
|
Установка внешних компонентов
Детали установки внешних компонентов блока цилиндров на примере двигателя SOHC,
места нанесения герметика
Водяной и масляный насосы





























 Книга по ремонту и эксплуатации Субару Форестер 1997-2001 год выпуска
Книга по ремонту и эксплуатации Субару Форестер 1997-2001 год выпуска